










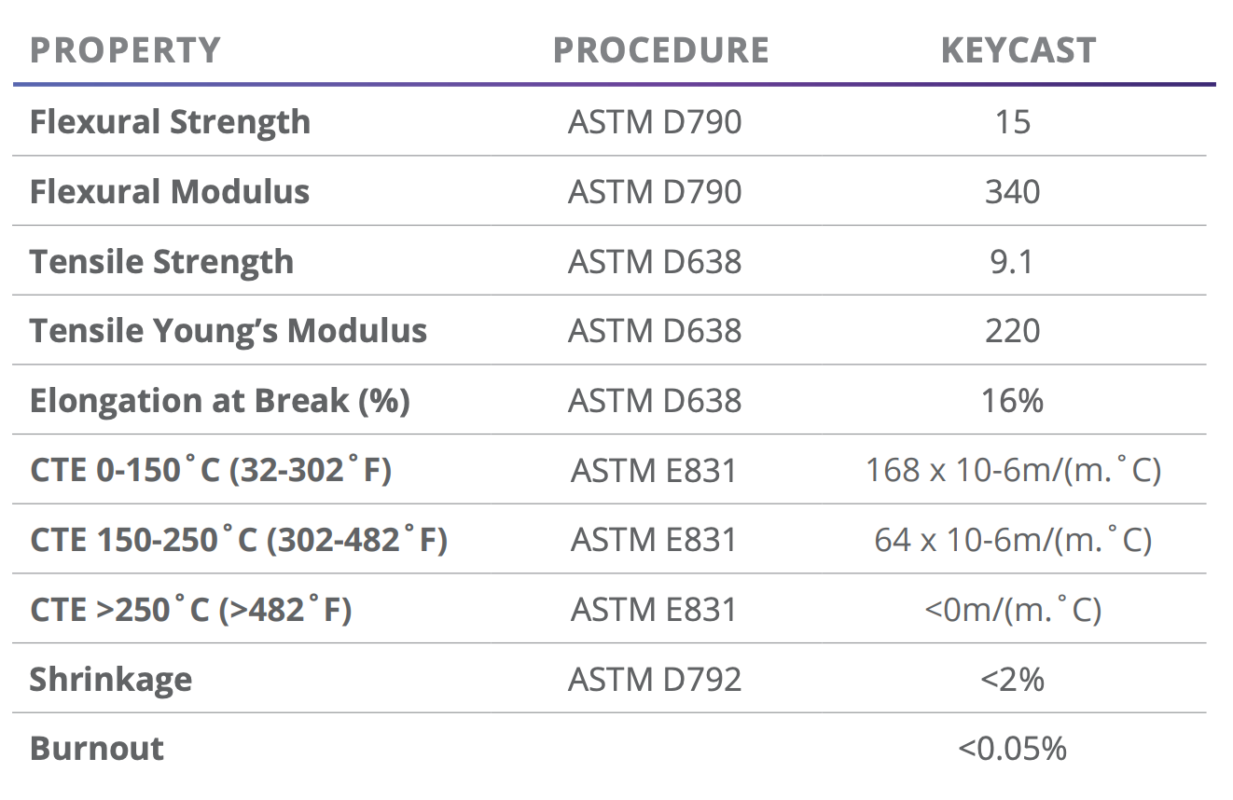
KeyCast is compatible with rapid burnout and gradual temperature ramp workflows, with no residual ash.
- KeyCast is used with chrome, cobalt, gold, and silver
- Low shrinkage formula controls thermal expansion to yield pore-free and accurate castings
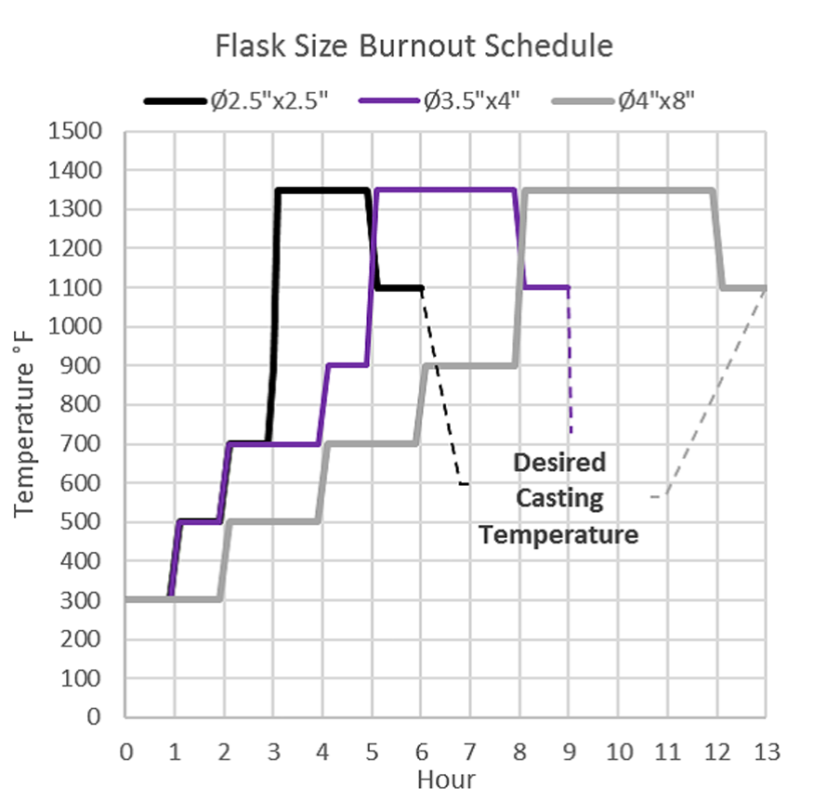
Casting Procedure and Recommendations
For best results Keystone recommends using Kerr “Satin Cast 20” or Ransom & Randolph “Ultra-Vest” investment material. This will ensure no adverse reactions between the casted part and investment material during the burnout process.
For best results, flasks should be vacuum or centrifuged to remove any air bubbles. Flasks should be bench cured for 2 hours prior to burnout.
Keystone recommends customers to allow >4mm of space between part edges and the outside edge of flask. This will ensure proper absorption of expansion during burnout.
Note: It is extremely important to hold the temperature ramp at 500°F (260°C) for at least one hour, depending on the flask size. This will ensure proper part dimensional stability.
Related products

3D Printing

3D Printing

3D Printing

3D Printing

3D Printing

3D Printing

3D Printing

3D Printing